




Servosystém preháňacieho noža v zariadeniach automatizácie stavebníctva


Predstavenie produktov:
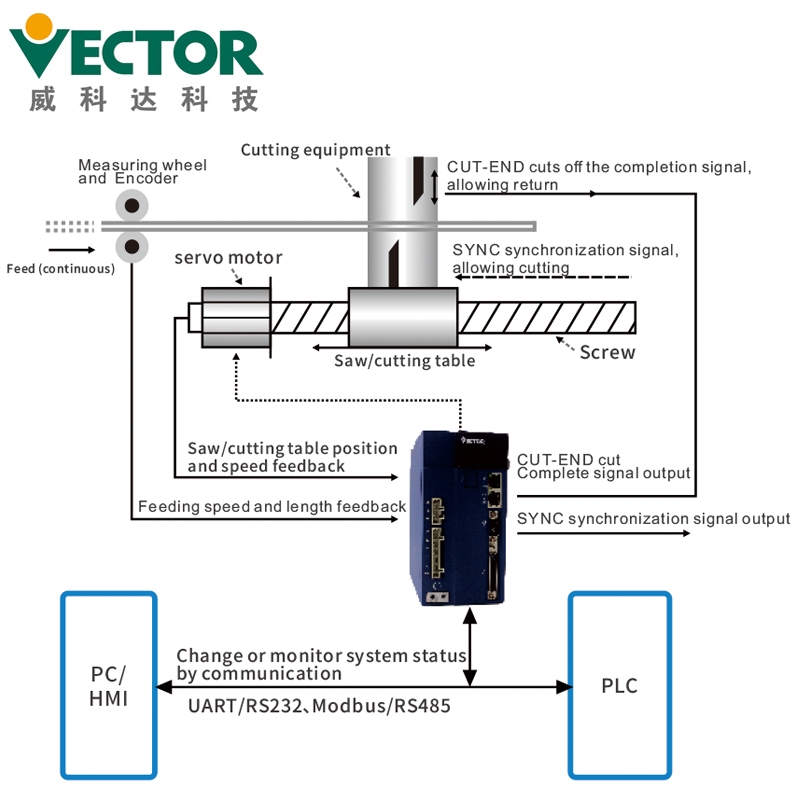
Špeciálne servo VEC-VCF chase-cutting obsahuje funkciu automatického riadenia chase-cuttingu.S rýchlosťou podávania spracovávaného materiálu je automaticky riadená dopredná rýchlosť pílového stola.Keď sa dosiahne nastavená dĺžka, vstúpi do synchronizačnej zóny a vyšle signál rezu na spracovanie. Po odrezaní predmetu sa vydá signál o dokončení rezu a stôl píly sa rýchlo vráti do východiskovej polohy, aby sa pripravil na ďalšie rezanie.Výrobok je vhodný pre: všetky druhy tyčí, rúr, fixovanie dĺžky extrudovaného profilu, plnenie / vstrekovanie a iné špeciálne spracovateľské zariadenia, ktoré sa musia pohybovať s obrobkom.
Vlastnosti produktov:
1. Automaticky nájsť mechanický pôvod (metóda absolútnych súradníc);
2. Kráčajte dopredu a dozadu, ľubovoľne zadajte pôvod stroja (metóda relatívnych súradníc);
3. Funkcia zrýchlenia krivky S, ktorá automaticky sleduje rýchlosť posuvu hlavného vlasca
a vypočíta predpätie
4. V procese zrýchlenia krivky S možno použiť aj kompenzáciu krútiaceho momentu na rýchlu synchronizáciu a zníženie chýb rezania;
5. Štvorsegmentová krivka S (zrýchlenie/spomalenie vpred, zrýchlenie/spomalenie vzad), možno individuálne nastaviť;
6. Rozpoznajte značku tlače a automaticky upravte dĺžku rezu;
7. Poskytnite nastavenie Mark-Window pre tlač interpunkcie na zlepšenie schopnosti rozpoznávania značiek;
8. Funkcia správy objednávok, štyri skupiny objednávok je možné prepínať podľa vôle.
Detaily produktu:




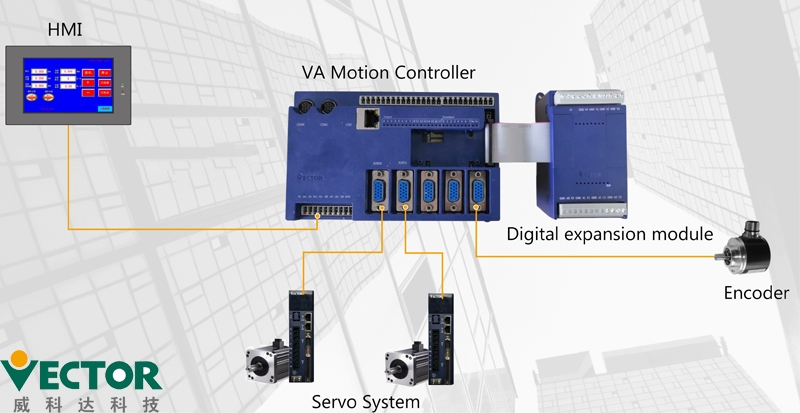
Ovládacia sekcia:
Ovládač pohybu: VEC-VA-MP-005MA
IO rozširujúci modul: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
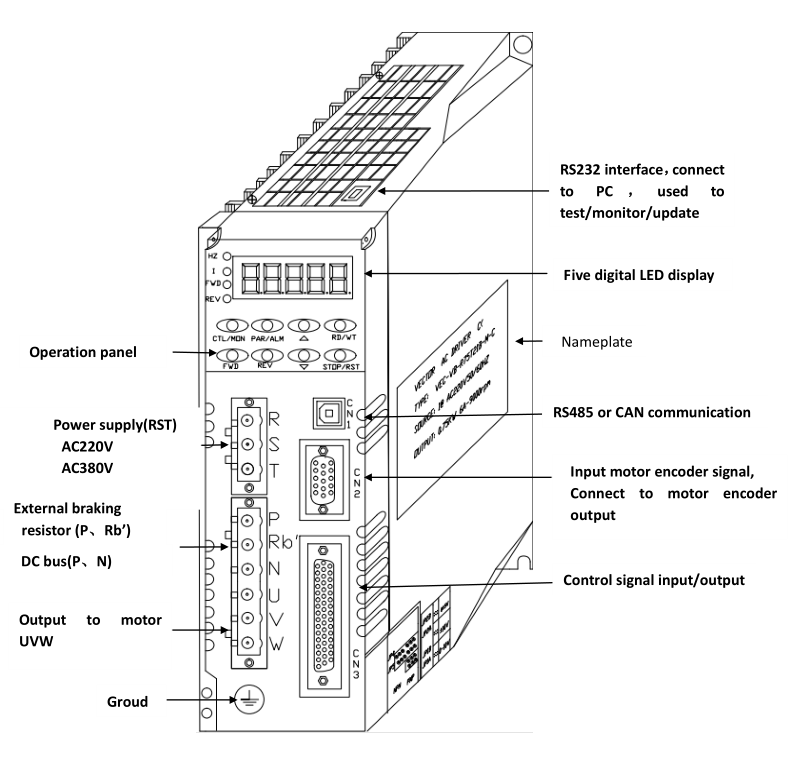
Časť servopohonu: Trakčný servopohon: VEC-VC-022H33D-M-CA
Ohýbací servopohon: VEC-VC-02733H-ME
Časť servomotora: Trakčný servomotor: 200FMB-01520E33F-MF2IA
Ohýbací servomotor: 180ME-4R415A33F-MF2K
Výkon zariadenia:
Stroj na ohýbanie obruče používa regulátor pohybu VA ako ovládač, ktorý má vysokú odozvu a cyklus skenovania
Minimum je 1 ms, celý proces spracovania je mäkký a vplyv na stroj je menší.Ovládanie robí
Predbežné podávanie a predbežné ohýbanie môže účinne skrátiť zodpovedajúci čas spracovania.Vezmime si ako príklad 200*200 strmeňov,
Skutočné meranie môže byť dokončené len za 3,3 sekundy, čím sa dosiahne viac ako 18 za minútu, a účinnosť je v porovnaní s verziou PLC - sekvencia 4 sekúnd bola výrazne znížená